
�p�|�ߏ���ʯ����ėl������a��ˇ�c���ݽ���
�l�����ڣ�2024-10-16 09:30 ���ߣ����{
��ʯ��������S�ŷŵĹ��I�U��,���߂��z������,����Ⱦ�h������ʯ�����K�����ėl����������ʯ�����ߏ���ʯ������Ҫ�z�����ϣ�����ˮ���衢��ע���ͺ����Ƴɵ���ʯ�����w������Ʒ���v�M߅���քe�O����^��龲ۣ����a��Ҳ�������w�S�������ϻ��������ϡ���ӄ��ȡ���ʯ�����K�����ėl����Ҫ���ڽ����dz��ȸ���䣬ʩ����ݺ��Σ��������õı��ظ������Ч����ͬ�r����ʯ���l��đ���߀������߹����Ŀ�Ľ����b���ʡ�
ʯ����ėl�����a��ˇ
��ʯ����ĸ�����a,�����nj���ʯ���M���A̎�������K�����ʯ����顢��ĥ,��120Ŀ�Y�Y�֡�Ȼ�Y�ֺ����ʯ��,��ˮ(ˮ�̱Ȟ�3��1,�|����)����,�o�÷Ӻ��ٔ���һ��,4h��V���όӑҸ���,���x�����e��؏�3��,����Һ�����ԡ����ˮϴ�����ʯ���ϝ{������ɢ�Ĕ������´��бP��,�Ϻ��2cm����,�����ظ������,����,��80�����ҕr��������,�S��ÿ��20min����һ��,�������A����Óˮ�ضȕr���ٷ�������,���1.5h��,��Ȼ����,ꐻ�6d���ڴ˻��A�ό���ʯ�ࡢ�����w�S�����Ե��ۡ�ˮ����ӄ��Ƚ��^���_Ӌ��,��ϔ������,�������ϝ{,Ȼ���c�o�漈�ͺϳ��͡�����Ҫ���a�������ԭ���Ϝʂ䡢Ӌ�������衢��ӳ��͡��ιܡ�����Д༰�Ѷ⡣
���{�p�|ʯ����ėl�����a��
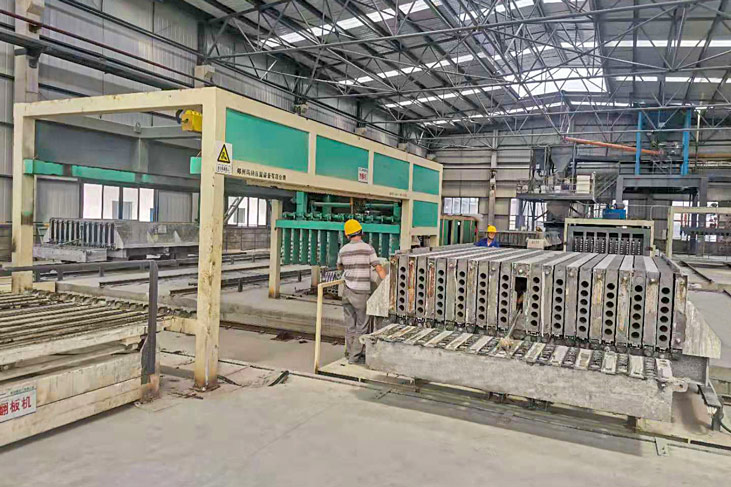
M30-40�Ԅӻ�ʯ���������a�����Ǭ��{��˾���Tᘌ���С�͑�Ⱥ�Ƴ��ģ�ԓ���a������ģ���������I��ÿ�γ���12�K��ȫ�^�̙Cе���͡���ģ�����;��ȸߣ���ˇ���Σ��ײ���������F���������|���ɿأ��ԃr�ȸߣ��m����СҎģ���a��
���a��ˇ����
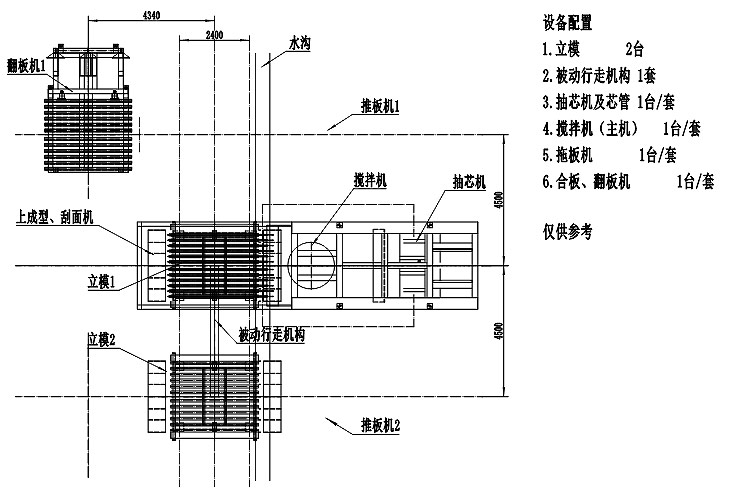
���a����ˇ����
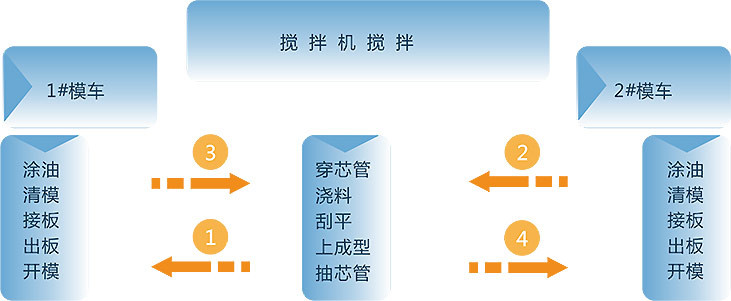
����1̖ģ܇�ʂ䴩о�ܣ����W����������ƽ���ϳ��ͣ���о�ܵȴ�����;
����2̖ģ܇�����壬��ģ��Ϳ�ͣ���ģ�������ȴ�������
�ɂ���λ��������ɺ��Qλ�ã��؏���������ѭ�h��
���a�����g����
���a���a�ܣ�40�fƽ��/��
���a���ù���4--5��
���a���~�����ʣ�<120kw
���a���ʣ�<60kw
���a���ģ�15--20�
���a���ĽM�ɲ���
����C��1�_
����Ӌ����1��
ˮӋ����1��
�Չ��C��1�_
���Ϲޣ�1��(�Ԃ�)
����������1��(�Ԃ�)
��ˮ�ޣ�1��(�Ԃ�)
������ģ��2�_
�ϰ�C��1�_
�Ӱ巭�D�C��1�_
��о�C��1�_
о�ܣ�1��
����ƽ�_��1��(�Ԃ�)
ʯ����ėl��ʩ��ע�����
��ʯ����ėl����Ҫ�����ڌӸ�4.5m���µĹ��̣��������l����ʯ����ėl���M��ʩ����һ�㲻�����Q���ӡ�һ����ʯ����ėl��ΉK�L�Ȳ����^4.5m�����ԝM��Ӹ�4.5m���¹��̵�ʩ�������ڌӸ߳��^4.5m���̵ĉ��w���mȻ�D�����Sʹ����ʯ����ėl���M��ʩ��������Ҫ����ʯ����ėl���M�д�ӣ����Hʩ���y�ȴ���ʩ����ȫҲ�����[�����@�ӳ��ߵ���ʯ����ėl�剦�w���Q�����Ժ����ԺͰ�ȫ��ֵ����ȶ�������h�����Q���ӣ����h�ڃɌ���ʯ����ėl��֮�g���O䓽������Ȧ����ͨ�^䓽������Ȧ���̶���ʯ����ėl�壬����������w�İ�ȫ�Ժͷ����ԡ�
��ʯ���к���һ���ğo�C�}���ᣬ��ʹʹ����ʯ���M�и��ԣ������ٲ���߀����һ���ĸ��g�ԡ���ʯ����ėl�剦�wʩ������Ҫ����ʹ�ö�N��������M����ʯ����ėl��Ĺ̶���������ʯ����ėl�剦�wʩ����ʹ�õĸ��N���������������U��䓿���Ҫ�ӏ�����̎����
�Y�Z
�ڴ������M��ʯ��C�����úʹ����ƏV�b��ʽ�������p���������ߵı����£���ʯ����ėl�呪��Խ��Խ�V����
- ��һƪ�����{���ͳɽM��ģ�ă��c
- ��һƪ���]���Y��




